
FAQ
সচরাচর জিজ্ঞাস্য
তিন-ফেজ অ্যাসিঙ্ক্রোনাস মোটরগুলির ত্রুটিগুলিকে সাধারণত দুটি ভাগে ভাগ করা যায়: বৈদ্যুতিক ত্রুটি এবং যান্ত্রিক ত্রুটি।
যান্ত্রিক ত্রুটিগুলির মধ্যে রয়েছে: অনুপযুক্ত আকারের বা ক্ষতিগ্রস্থ বিয়ারিং, বিয়ারিং হাতা, তেলের ক্যাপ, এন্ড ক্যাপ, ফ্যান, আসন এবং অন্যান্য অংশ এবং শ্যাফ্টের অংশগুলির পরিধান এবং ছিঁড়ে যাওয়া।বৈদ্যুতিক ত্রুটিগুলির মধ্যে প্রধানত অন্তর্ভুক্ত: স্টেটর এবং রটার উইন্ডিং ব্রেকেজ, বাঁক (ফেজ), মাটিতে, ইত্যাদি।
স্টেটর এবং রটার পারস্পরিকভাবে উত্তাপযুক্ত সিলিকন ইস্পাত শীট দিয়ে তৈরি এবং মোটরের চৌম্বকীয় সার্কিটের অংশ।স্টেটর এবং রটার কোরের ক্ষতি এবং বিকৃতি প্রধানত নিম্নলিখিত দিকগুলির কারণে ঘটে।
(1) অত্যধিক বিয়ারিং পরিধান বা দুর্বল সমাবেশ, যার ফলে স্টেটর এবং রটার ঘষা হয়, যার ফলে মূল পৃষ্ঠের ক্ষতি হয়, যার ফলে সিলিকন স্টিলের টুকরোগুলির মধ্যে একটি শর্ট সার্কিট হয়, মোটরের লোহার ক্ষয় বৃদ্ধি করে, মোটরের তাপমাত্রাও বৃদ্ধি পায় উচ্চ, যখন সূক্ষ্ম ফাইল এবং অন্যান্য সরঞ্জাম প্রয়োগ burr অপসারণ, সিলিকন ইস্পাত টুকরা সংক্ষিপ্ত সংযোগ নিষ্কাশন, পরিষ্কার এবং তারপর অন্তরক পেইন্ট সঙ্গে প্রলিপ্ত, এবং গরম এবং শুকানোর.
(2) লোহার কোরের পৃষ্ঠটি আর্দ্রতা এবং অন্যান্য কারণে মরিচা ধরেছে, এটিকে স্যান্ডপেপার দিয়ে পালিশ করতে হবে, পরিষ্কার করতে হবে এবং অন্তরক পেইন্ট দিয়ে প্রলেপ দিতে হবে।
(3) উইন্ডিং গ্রাউন্ড করার ফলে উচ্চ তাপের কারণে কোর বা দাঁত পুড়ে যায়।গলিত উপাদান অপসারণ করতে এবং অন্তরক পেইন্ট দিয়ে শুকানোর জন্য একটি যন্ত্র যেমন একটি ছেনি বা স্ক্র্যাপার ব্যবহার করা যেতে পারে।
(4) কোর এবং মেশিন বেসের মধ্যে সংমিশ্রণটি আলগা, এবং মূল অবস্থানের স্ক্রুগুলি শক্ত করা যেতে পারে।পজিশনিং স্ক্রুগুলি ব্যর্থ হলে, পজিশনিং হোলগুলি পুনরায় ড্রিল করুন এবং মেশিনের বেসে ট্যাপ করুন, পজিশনিং স্ক্রুগুলিকে শক্ত করুন।
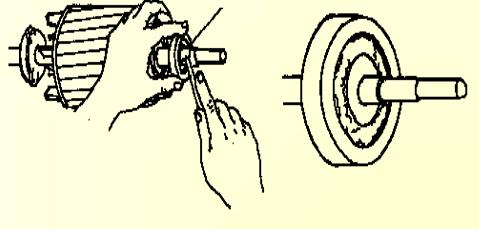
যখন ঘূর্ণায়মান বিয়ারিং তেলের অভাব হয়, একটি হাড়ের শব্দ শোনা যাবে।যদি একটি অবিচ্ছিন্ন স্টকিং শব্দ শোনা যায়, এটি বিয়ারিং স্টিলের রিং ফেটে যেতে পারে।যদি ভারবহনটি বালি এবং অন্যান্য ধ্বংসাবশেষের সাথে মিশ্রিত হয় বা ভারবহন অংশগুলিতে হালকা পরিধান থাকে তবে এটি একটি সামান্য শব্দ তৈরি করবে।বিচ্ছিন্ন করার পরে পরীক্ষা করুন: প্রথমে বিয়ারিং এর রোলিং বডি, স্টিলের রিং এর ভিতরে এবং বাইরে ক্ষতি, মরিচা, দাগ ইত্যাদি পরিদর্শন করুন। তারপর আপনার হাত দিয়ে বিয়ারিং এর ভিতরের রিংটি চিমটি করুন এবং বিয়ারিং লেভেল করুন, বাইরের স্টিলের রিংটি ধাক্কা দিন। আপনার অন্য হাত দিয়ে, যদি ভারবহনটি ভাল হয়, বাইরের ইস্পাত রিংটি মসৃণভাবে ঘোরানো উচিত, ঘূর্ণনে কোনও কম্পন এবং সুস্পষ্ট জ্যামিং নেই, থামার পরে বাইরের স্টিলের রিংটির কোনও রিগ্রেশন নেই, অন্যথায় বিয়ারিংটি আর ব্যবহার করা যাবে না।বাম হাত বাইরের রিং আটকে, ডান হাত ভিতরের ইস্পাত রিং চিমটি, সব দিক ধাক্কা জোর, ধাক্কা যখন আপনি খুব আলগা মনে হয়, একটি গুরুতর পরিধান.
ফল্ট মেরামত ভারবহন পৃষ্ঠ মরিচা দাগ উপলব্ধ 00 স্যান্ডপেপার নিশ্চিহ্ন, এবং তারপর পেট্রল পরিষ্কারের মধ্যে;ভারবহন ফাটল, ভিতরে এবং বাইরে রিং ভাঙ্গা বা অত্যধিক পরিধান বহন, নতুন bearings সঙ্গে প্রতিস্থাপিত করা উচিত.নতুন বিয়ারিং প্রতিস্থাপন করার সময়, আসলটির মতো একই ধরণের বিয়ারিং ব্যবহার করুন।বিয়ারিং পরিষ্কার এবং রিফুয়েলিং।
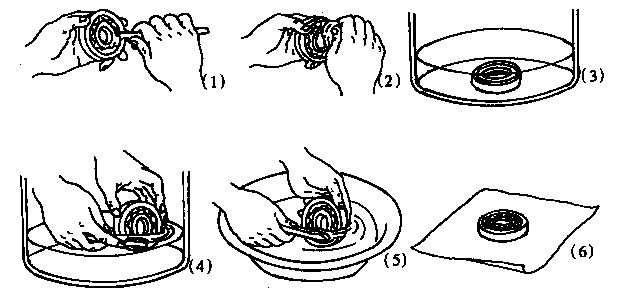
ভারবহন পরিষ্কারের প্রক্রিয়া: প্রথমে স্টিলের বলের পৃষ্ঠ থেকে বর্জ্য তেল স্ক্র্যাপ করুন;একটি সুতির কাপড় দিয়ে অবশিষ্ট বর্জ্য তেল মুছে ফেলুন;তারপর পেট্রোলে বিয়ারিং ডুবিয়ে ব্রাশ দিয়ে স্টিলের বল ঘষুন;তারপর পরিষ্কার পেট্রোলে বিয়ারিংটি ধুয়ে ফেলুন;অবশেষে পেট্রোল বাষ্পীভূত এবং শুষ্ক করতে কাগজে বিয়ারিং রাখুন।
ভারবহন গ্রীসিং প্রক্রিয়া: রোলিং বিয়ারিং গ্রীস নির্বাচনের জন্য, প্রধান বিবেচ্য হল বিয়ারিং এর অপারেটিং অবস্থা, যেমন পরিবেশের ব্যবহার (ভিজা বা শুষ্ক), কাজের তাপমাত্রা এবং মোটর গতি।গ্রীসের ক্ষমতা ভারবহন চেম্বারের আয়তনের 2/3 এর বেশি হওয়া উচিত নয়।
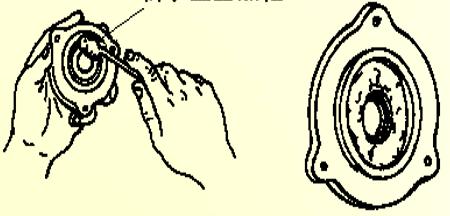
বিয়ারিং-এ লুব্রিকেটিং তেল যোগ করার সময়, বিয়ারিং-এর একপাশ থেকে তেলটি ছেঁকে নিতে হবে এবং তারপরে অতিরিক্ত তেলটি আঙুল দিয়ে আলতো করে ছিঁড়ে ফেলতে হবে, যতক্ষণ না তেলটি স্টিলের বলটিকে ফ্ল্যাটভাবে সিল না করা পর্যন্ত যোগ করা যায়। .বিয়ারিং কভারে লুব্রিকেটিং তেল যোগ করার সময়, খুব বেশি যোগ করবেন না, প্রায় 60-70% যথেষ্ট।
(1) বাঁক বড় না হলে খাদ নমন, খাদ ব্যাস, স্লিপ রিং পদ্ধতি নাকাল দ্বারা মেরামত করা যেতে পারে;যদি বাঁকটি 0.2 মিমি-এর বেশি হয়, তাহলে খাদটিকে প্রেসের নীচে রাখা যেতে পারে, শট বাঁকানো চাপ সংশোধনে, লেদ কাটিয়া গ্রাইন্ডিং সহ খাদ পৃষ্ঠ সংশোধন করা হয়;যেমন নমন খুব বড় একটি নতুন খাদ দ্বারা প্রতিস্থাপিত করা প্রয়োজন.
(2) খাদ ঘাড় পরিধান খাদ ঘাড় পরিধান অনেক না, ক্রোমিয়াম কলাই একটি স্তর ঘাড় হতে পারে, এবং তারপর প্রয়োজনীয় আকার নাকাল;আরো পরেন, ওভারলে ঢালাই এর ঘাড় হতে পারে, এবং তারপর লেদ কাটিয়া এবং নাকাল;যদি জার্নাল পরিধান খুব বড় হয়, এছাড়াও 2-3 মিমি জার্নালে, এবং তারপর জার্নালে গরম সেট করার সময় একটি হাতা চালু করুন এবং তারপরে প্রয়োজনীয় আকারে বাঁক দিন।
শ্যাফ্ট ক্র্যাক বা ফ্র্যাকচার শ্যাফ্ট ট্রান্সভার্স ক্র্যাক গভীরতা শ্যাফ্ট ব্যাসের 10%-15% অতিক্রম করে না, অনুদৈর্ঘ্য ফাটলগুলি শ্যাফ্টের দৈর্ঘ্যের 10% অতিক্রম করে না, ওভারলে ঢালাই পদ্ধতি দ্বারা প্রতিকার করা যেতে পারে এবং তারপরে প্রয়োজনীয় আকারে সূক্ষ্ম বাঁক।শ্যাফ্টের ফাটল যদি আরও গুরুতর হয় তবে একটি নতুন খাদ প্রয়োজন।
হাউজিং এবং শেষ কভারে ফাটল থাকলে, সেগুলি ওভারলে ওয়েল্ডিং দ্বারা মেরামত করা উচিত।যদি বিয়ারিং বোরের ক্লিয়ারেন্স খুব বড় হয়, যার কারণে বিয়ারিং এন্ড কভারটি খুব ঢিলা হয়ে যায়, তাহলে একটি পাঞ্চ ব্যবহার করে বিয়ারিং বোরের প্রাচীরটিকে সমানভাবে চাপানো যেতে পারে এবং তারপরে বিয়ারিংটিকে শেষ কভারে রাখা যেতে পারে এবং মোটরগুলির জন্য বৃহত্তর শক্তির সাথে, ভারবহনের প্রয়োজনীয় আকারটি ইনলেয়িং বা প্লেটিং দ্বারা মেশিন করা যেতে পারে।
মোটর ইনস্টলেশন বেস লেভেল নয়।মোটর বেস সমতল করুন এবং ফাউন্ডেশন সমতল করার পরে এটি শক্তভাবে ঠিক করুন।
যন্ত্রপাতি মোটর সংযোগের সাথে কেন্দ্রীভূত নয়।ঘনত্ব পুনরায় সংশোধন করুন।
মোটরের রটার ভারসাম্যপূর্ণ নয়।রটারের স্ট্যাটিক বা গতিশীল ভারসাম্য।
বেল্ট পুলি বা কাপলিং ভারসাম্যহীন।পুলি বা কাপলিং ক্রমাঙ্কন ভারসাম্য।
রটার খাদ মাথা বাঁক বা কপিকল উদ্ভট.রটার শ্যাফ্ট সোজা করুন, পুলিটি সোজা করুন এবং তারপরে পুনরায় বাঁকানোর জন্য সেটটি সেট করুন।
স্টেটর উইন্ডিং, স্থানীয় শর্ট সার্কিট বা গ্রাউন্ডিংয়ের ভুল সংযোগ, যার ফলে ভারসাম্যহীন থ্রি-ফেজ কারেন্ট এবং গোলমাল সৃষ্টি হয়।
বিয়ারিং এর ভিতরে বিদেশী পদার্থ বা তৈলাক্ত তেলের অভাব।বিয়ারিংগুলি পরিষ্কার করুন এবং বিয়ারিং চেম্বারের 1/2-1/3 এর জন্য নতুন লুব্রিকেন্ট দিয়ে প্রতিস্থাপন করুন।
স্টেটর এবং হাউজিং বা রটার কোর এবং রটার শ্যাফ্টের মধ্যে আলগা স্থানচ্যুতি।ফিট পরিধান অবস্থা পরীক্ষা করুন, পুনরায় ঢালাই, প্রক্রিয়াকরণ.
স্টেটর এবং রটার মিথ্যা ঘষা.লোহা কোর উচ্চ বিন্দু খুঁজুন, প্রক্রিয়াকরণ নাকাল.
মোটর অপারেশন সময় ইলেক্ট্রোম্যাগনেটিক শব্দ.মেরামত দ্বারা নির্মূল করা কঠিন.
| অন্তরণ শ্রেণি | তাপমাত্রা (℃) |
| অন্তরণ শ্রেণি | তাপমাত্রা (℃) |
| Y A E B | 90 105 120 130 | F H C | 155 180 >180 |
① কম সান্দ্রতা, উচ্চ কঠিন উপাদান এবং নিমজ্জন সহজ.
② দ্রুত নিরাময়, শক্তিশালী বন্ধন এবং স্থিতিস্থাপকতা।
③উচ্চ বৈদ্যুতিক বৈশিষ্ট্য, তাপ প্রতিরোধের, আর্দ্রতা প্রতিরোধের এবং রাসায়নিক স্থিতিশীলতা।
ক) খাদ এবং টাইলের ব্যবধান খুবই ছোট।
খ) ছোট তেল মূত্রাশয় খোলা এবং অপর্যাপ্ত তেল খাওয়ানো।
গ) তৈলাক্ত তেলের উচ্চ তাপমাত্রা।
ঘ) খাদ টালি গবেষণা আঘাত.
e) দুর্বল তেলের রিটার্ন এবং অপর্যাপ্ত তেল খাওয়ানো।



